
PWR Corrosion Control in the Nuclear Industry
How High-Velocity Thermal Spray Enhances Efficiency, Safety, and Lifecycle Performance

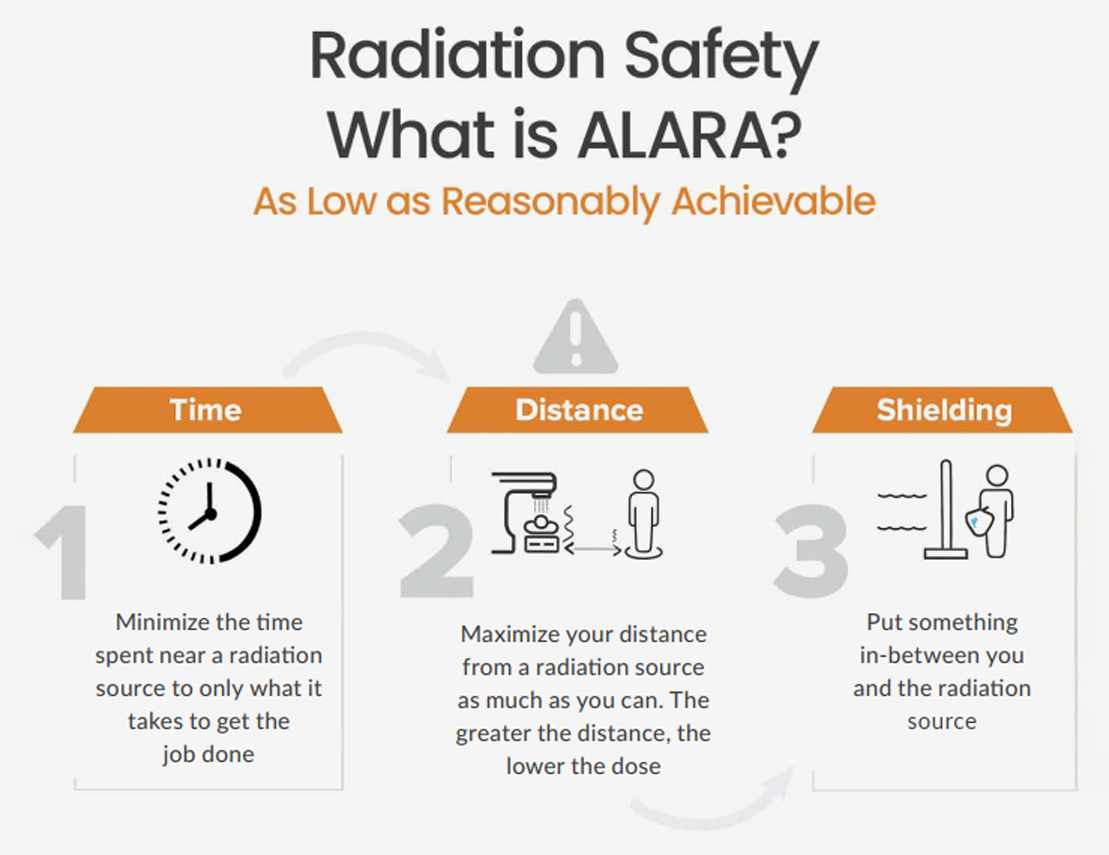
As many Pressurized Water Reactors (PWRs) approach or exceed 40 years of operation, maintaining asset integrity under aging infrastructure, tight outage schedules, and strict ALARA (As Low As Reasonably Achievable) mandates is a real challenge.
Secondary systems, such as feedwater piping, steam turbine casings, and condensers, are especially vulnerable to corrosion mechanisms like flow-accelerated corrosion (FAC), erosion-corrosion, and stress corrosion cracking. These degradation modes can lead to unexpected failures, costly repairs, and significant safety risks.
Traditionally, mitigation has involved weld overlays or full component replacements; methods that come with high heat input, downtime, and regulatory overhead. However, High-Velocity Thermal Spray (HVTS®) is being adopted by the industry as a faster, long-term solution for corrosion mitigation.
Corrosion Mechanisms in PWR Systems
PWRs operate under high pressure (around 2248 psi/ 15.5 MPa) to prevent water from boiling at high temperatures, allowing the coolant to enter the reactor core at roughly 527°F/ 275°C and exit at 599°F/ 315°C. In this system, water serves a dual role as both coolant, absorbing heat from the nuclear reaction, and moderator, slowing neutrons to maintain the chain reaction. This heated water then transfers its energy to a secondary circuit, producing steam to drive turbines and generate electricity.
Common corrosion mechanisms observed in PWRs, include:
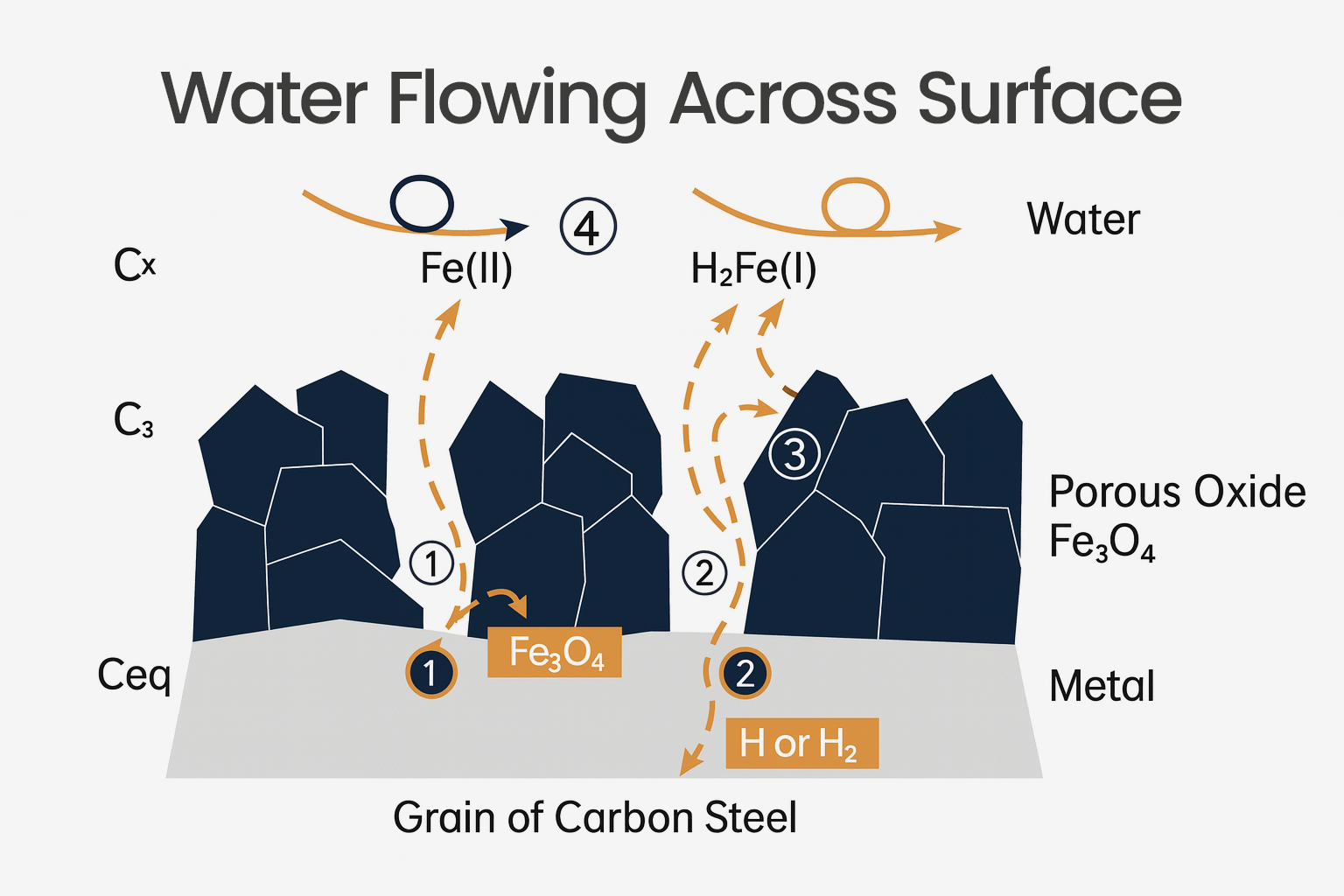
Flow-Accelerated Corrosion (FAC)
Flow-Accelerated Corrosion (FAC): Dissolution of protective oxide layers on carbon steel from fast-flowing water or wet steam.
Erosion-Corrosion: Physical wear and chemical attack, often in turbine exhausts and feedwater piping.
Primary Water Stress Corrosion Cracking (PWSCC): Cracking of nickel-based alloys like Alloy 600 under tensile stress in primary water environments.
Crevice Corrosion: Localized attack in stagnant areas of SG tubes due to aggressive water chemistry.
Intergranular Attack (IGA) and Stress Corrosion Cracking (IGSCC): Grain-boundary attacks in Alloy 600/800 tubes, especially in high-temperature crevices.
These issues accelerate with age, cycling, and chemical exposure, making robust and rapidly deployed protective measures essential.
Limitations of Traditional Methods
Weld Overlay (WOL)
While WOL is widely used to reinforce corroded zones, it introduces Heat-Affected Zones (HAZ), and can require Post-Weld Heat Treatment (PWHT), and is often impractical in confined geometries. Complexity, regulatory scrutiny, and time consumption make it less suited to fast-paced outages.
Component Replacement
Full replacement offers a clean slate, but at a significant cost. Outages are prolonged, logistics become complex, and there are always safety risks. For Class 2/3 systems, this often exceeds the scope needed.
HVTS as a Smart Alternative
High-Velocity Thermal Spray (HVTS) is a field-applied, no-heat corrosion-resistant alloy (CRA) cladding method. It delivers high-quality protection without thermal stress, distortion, or dilution into the base metal.
 Key Advantages
Key Advantages
No HAZ or PWHT: Preserves substrate integrity
Fast Application: 40–60 ft² per shift
Superior Bonding: Micro-mechanical interlocking >50 MPa
Supports ALARA: Reduced dose through faster execution
Minimal Disruption: Ideal for tight outage windows
HVTS alloys are engineered for as-deposited performance and include modified Inconel 625, C-276, and Monel, which are chosen based on the substrate and the specific corrosion mechanism.
Compatible with Harsh PWR Conditions
HVTS has demonstrated durability in:
Pressures up to 2,500 psi (17.2 MPa)
Temperatures exceeding 932°F (500°C)
Chemically aggressive and fluctuating wet/dry environments
Its success spans condensate lines, turbine casings, and feedwater systems, delivering proven results under thermal cycling and oxygen ingress during shutdowns.
Corrosion Resistance Validated
No pitting or crevice formation after 10,000-hour immersion
Minimal loss in ASTM G48/G28 testing
Zero through-porosity or corrosion breakthrough
Critically, HVTS avoids the sensitization risk associated with weld overlays, maintaining structural integrity without inducing metallurgical changes.
Technology Comparison - HVTS vs. WOL
Feature | HVTS | Weld Overlay |
Corrosion Resistance | Yes | Yes |
Erosion Resistance | Yes | Medium (alloy dependent) |
Alloy Types | Modified 625,C-276, Monel | 316, 625, Hastelloy, etc. |
Bond Type | Micro-mechanical interlocking | Metallurgical/Chemical |
Heat-Affected Zone (HAZ) | None | Yes |
PWHT Required | No | Sometimes |
Application Speed | Medium-Fast | Slow |
Repairability | Yes | Yes |
Substrate Stress/Distortion | None | Possible |
Strategic Role in Nuclear Maintenance
HVTS excels in non-pressure boundary and Class 2/3 systems, such as cross-under lines, feedwater piping, and spent fuel canisters, where fast, reliable protection is needed. It empowers operators to:
Shorten critical path work
Lower collective radiation dose
Extend asset life up to 15+ years
Reduce lifecycle costs
Enable proactive, planned maintenance
HVTS is not a silver bullet for all corrosion scenarios, but where metallurgy, speed, and safety align, it delivers great value. Its proven resistance, safety alignment, and compatibility with outage schedules position it as a solution for modern asset integrity strategies in nuclear plants.
 Learn more about HVTS in nuclear applications at:
Learn more about HVTS in nuclear applications at:
https://integratedglobal.com/en/industries/nuclear-corrosion-control/